Paper Grain in Origami
Paper is made from plant fibers. When hand-made paper is laid using a sieve, a single sheet is produced at a time. Manual movements of the sieve cause the fibers to become arranged in a roughly uniform manner in all directions. In contrast, machine-made paper is produced as a long, continuous band which moves on a kind of assembly line between different productions stages. This causes the fibers to prefer an arrangement parallel to the movement, resulting in paper grain, also called machine direction: the paper’s properties differ between the machine direction (MD) and the perpendicular direction (sometimes called cross direction, CD). One can also say the paper is anisotropic.
How much behavior differs between the two directions depends on the type of paper, with thicker papers usually having stronger differences, but is present to some degree in all machine-made papers. In hand-made papers, depending on laying technique, there may be no noticeable difference at all, but sometimes a weak difference can be felt. Since paper grain is usually undesirable, as I’ll detail further on, weak or lacking paper grain is one of the reasons for origamists to prefer hand-made paper for some models.
Paper is usually sold cut into rectangles and machine direction is sometimes described together with the paper type and weight. Sheets described as long-grain have the machine direction (grain) running parallel to the long side of the sheet; in those marked as short-grain, machine direction is parallel to the short side.
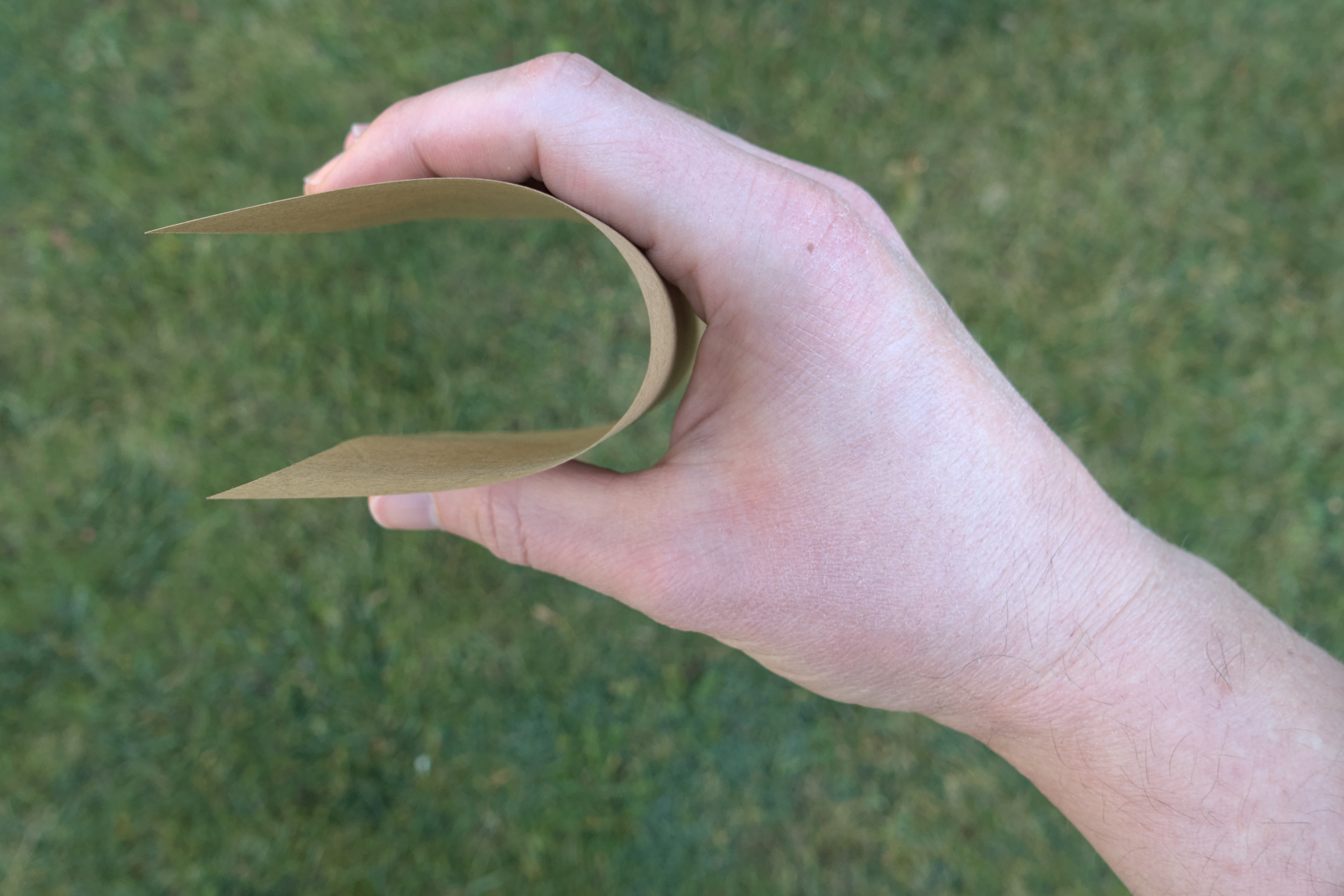
Machine direction affects many properties of paper which are significant to origami. The most noticeable is the difference in bending resistance, which can also be used for finding out the grain direction in a sheet. In order to find the grain direction, take a sheet of paper and gently bend it without creasing. Then, try doing the same in the perpendicular direction. The direction which offers less resistance is the one where the bend is parallel to most fibers, and thus also to the machine direction. The direction with more resistance is the one perpendicular to the majority of the fibers.
In the test described above, we assumed that machine direction is parallel to one of the sheet’s edges. This is usually the case, since such arrangement is natural when cutting square or rectangular sheets from the long band of paper produced by the paper machine. However, if the paper was not cut directly at the factory, it may happen that machine direction is not parallel to the sheet’s sides. Since a bent sheet has the tendency to align with the machine direction, gently moving the bend to the side and allowing the paper to pop into its preferred position may reveal the machine direction even in such case.
When you cut a hexagon, the choice of paper orientation relative to the grain is less clear than for a square. Since usually you start from a rectangle, it is natural for one of its two axes to be either parallel or perpendicular to the grain. The other axes are at 60° angles from that. I don’t have a strong opinion on how to choose the first axis and whether it makes much of a difference at all. One point which might matter is that constructing a hexagon from a square involves some helper creases, parts of which may end up being visible in the hexagon. Since creases parallel to the grain tend to be less prominent, and helper creases are perpendicular to the first axis folded, I usually decide to fold the first axis of the hexagon perpendicular to the grain.
A practical consequence of different bending resistance along different axes is that your ability to fold small details or small grids may differ. It is quite possible that along one axis folding a 64-grid is easy while in the perpendicular direction, folding the last subdivision may be very difficult or even impossible. Therefore, before starting to fold a small grid, it is important to check how the paper behaves when it’s folded in both directions.

Fiber alignment also affects the way the crease looks. Paper’s anisotropy may cause creases folded along one axis to be thicker and more visible than those folded along the other. This means that if you take a flat square sheet with a precreased square grid and then rotate it 90 degrees (lighting and everything else being the same), you may notice a change in how the grid lines look.
Paper grain also affects the property I call bendability (I don’t know if there is any established term): the ability of a sheet to be bent strongly without creating a crease. With good bendability, it is possible to perform many geometric constructions in origami without actually creating creases, or to make creases which abruptly end in the middle of the sheet. Such properties make it possible to cleanly fold tessellations and other models without making too many unnecessary helper creases. With bad bendability, even a slightly bent sheet will develop creases, and loose ends of creases in the middle of the sheet will not end cleanly, but creep on along the crease and to the sides, creating “crow’s feet”. The difference in bendability when folding along and perpendicular to machine direction may be huge, and creases may significantly differ in the way they look.
The difference in resistance when creasing along and perpendicular to the fibers affects paper shrinkage as well. Paper has a finite thickness. This means that a sheet folded in half is not exactly half as wide as the full sheet: a tiny bit of paper is used by the crease itself since the paper in the crease gets compressed and pushed aside, usually leading to a slight increase in thickness. The paper which creates the bulge has to be taken from somewhere and this leads to a shortening of the sheet in the direction perpendicular to the crease. This shortening will usually differ along machine direction and along cross direction. A single crease does not make a huge difference, but a grid consisting of dozens of lines can. Again, the thicker the paper, the stronger this effect usually is. This paper shrinkage may visibly affect the geometry of the folded model. For example, you may start from a very precise square, fold a dense grid with the same number of divisions in both directions, and find out that the sheet is not a square anymore. For a concrete reference point, when I folded the grid for Saturn Tessellation which was 128 grid divisions on a long-grain B1 sheet (longer edge of 100 cm), the sheet shrunk by about 2 cm along that direction, a difference clearly visible. Unfortunately, I didn’t measure the shrinkage along the shorter edge.
Just as shrinkage due to folding, changes in size due to moisture are also anisotropic and affect machine direction and cross direction differently. When paper absorbs moisture, whether small amounts from the air or larger amounts during wet folding, fibers in the paper tend to shrink and expand, but since they are not uniformly aligned in different directions, paper may well change its size along one direction more than along the other. This means that a sheet cut precisely to square shape at some air humidity may no longer be square when humidity changes, and even more so when it is wet for the purpose of wet folding.

Fibers affect the paper’s strength as well, and both tear resistance and stretch resistance may vary a lot along the two perpendicular directions. This is easily observed when dividing a sheet by making a sharp crease and then tearing it along the crease by pulling the two parts away from each other: this is usually much easier along the grain direction, and the tear is noticeably smoother along that direction as well. This behavior can be used as a (destructive) way of identifying machine direction in a sheet. The difference in strength along the two axes may become exacerbated when the paper is wet.
When folding a model, or precreasing a sheet for tessellations, the difference in bending resistance along different axes can be noticeable. One obvious case is folding creases which are exactly parallel or exactly perpendicular to the grain, as when folding a square grid. Another effect is creases getting guided towards being parallel to paper grain: paper tries to settle in a position which minimises tension, which is parallel to the grain. This does not affect folding creases perpendicular to the grain much, but can make folding creases almost but not quite parallel to the grain very difficult. Such very acute angles appear in some models and paper grain can make folding them precisely very hard. Likewise, this behavior can prevent some squash folds from spreading the paper neatly in all directions.



Here are some types of models which I find to be affected by paper grain:
- Models with folds at very acute angles;
- Action models such as the jumping frog: paper folded perpendicular to the grain is more springy than folded along the grain;
- Models with individual creases going through many layers: it is easier to make such creases along the grain;
- Tessellations which have much more tension (or, simply put, much more paper) on one side than on the other: such models tend to curl into a cylinder shape, and grain direction affects the direction of curling; this effect can often be observed in corrugations folded from thick paper (see, for example, the picture of Monument Valley Corrugation during collapse), or used on purpose in models such as Thorny Stalk Tessellation;
- Models with lots of parallel creases in one direction and many paper layers: it is usually better to align the parallel creases with paper grain (see, for example, San Francisco Bay);
- Tessellations which I want to fold cleanly, without precreasing the whole grid: such folds often rely on the paper’s bendability, which differs along the two directions;
- Long edge units in modular origami (as in, e.g. Robert Lang’s Annapurna): in order to make the units rigid (which is a desired property), it is better to align their long axes with the machine direction;
- Tape-like units, which are supposed to bend smoothly (for example Möbius Strip V from CBU unit), and other models with rounded elements such as bracelets: the bend will be much smoother when the axis of the imaginary cylinder around which the bend wraps is parallel to the grain.
- Units which are locked by pushing flaps into tight pockets, as is the case for some spiked ball models, may benefit from grain direction parallel to the flaps’ length since such alignment stiffens the flaps and makes them easier to insert.

This list shows that paper having a strong grain is detrimental in some situations but may be beneficial in others. When folding models for which paper grain is expected to be a serious issue, you can consider hand-made paper. Such papers are usually much harder to come by than machine-made papers, and more expensive, but usually offer much reduced paper grain, often no discernible grain at all. Of course, grain is not the only factor, and each type of paper, whether handmade or not, has a number of other properties which affect folding and the final model’s appearance, and may be more important than grain in certain situations. For example, lack of grain might not outweigh the disadvantage of the paper being less stiff overall.
When I fold my models, I usually take a moment to consider how I should align the folds with the grain direction (and whether for this particular model I expect the choice to matter much). Of course, my preference for relatively thick papers makes this decision more important than if I used Kami or other thin paper. I also sometimes mention this when teaching my models since I think for some models, different students having more or less difficulty folding, or their results differing in behavior, may result from them folding at random, without taking paper grain into consideration. For example, when folding the jumping frog, how far the frog jumps depends on paper grain, and without considering it, the group may end up with two types of frogs, some jumping further than others, which may lead to surprise and students blaming the difference on their folding skills while in reality it is the machine direction which matters. I think that for certain kinds of designs it would be useful if authors placed information about preferred machine direction in instructions just as they supply suggestions about paper size.
Properties related to paper grain are an important characteristic of any paper type, and they feature prominently both in my paper reviews and in paper reviews published in The Fold. The latter even contain some precisely measured numbers showing the difference in tear resistance and bending resistance along the two directions. You can also find some interesting information about origami papers in general, and paper grain in particular, in Robert Lang’s page on origami paper.
I hope you found these notes regarding the role of paper grain in origami helpful. Please share your own thoughts on the subject in comments.
Comments